Задание на ДР (МГУПИ) 1. Задание на проектирование автоматизированного участка 1.1.Тема домашней работы: Автоматизированный участок механической обработки ………………..(тип деталей указывается согласно данным, приведенным в таблице 1.1.) 1.2. Формирование номера варианта Номер варианта домашней работы указывается преподавателем и состоит из трех цифр. Например: вариант 5-3-12 означает, что на автоматизированном участке обрабатываются «опоры» (цифра 5, таблица 1.1.) по третьему маршруту изготовления (цифра 3, таблица 1.2) с использованием поправочных коэффициентов для определения характеристик технологических маршрутов по 12 варианту (таблица 1.3.) Таблица 1.1 - Наименование типового представителя | N задания по типовому представителю | Наименование типового представителя | | 1 | Корпус | | 2 | Вал | | 3 | Втулка | | 4 | Диск | | 5 | Опора | | 6 | Рычаг | | 7 | Основание | | 8 | Направляющая | | 9 | Зубчатое колесо | | 10 | Корпус редуктора | Таблица 1.2 - Объем выпуска и время обработки деталей на участке | Номер техн.процесса | Номер детали | Объем выпуска шт.в год | Группа оборудования | Разм. партии, n | | 1 | 2 | 3 | | Тш,мин ∙p1 | Тш,мин ∙p2 | Тш,мин ∙p3 | Тп-з, мин | | 1 | 1 | 4500∙к1 | 0 | 5 | 24 | n = 100∙mi Тп-з= 20∙vi | | 2 | 3500∙ к2 | 18 | 20 | 0 | | 3 | 3000∙ к3 | 0 | 0 | 16 | | 4 | 2000∙ к4 | 12 | 0 | 0 | | 5 | 2200∙ к5 | 0 | 20 | 12 | | 6 | 1800∙ к6 | 30 | 18 | 9 | | 7 | 1200∙к1 | 15 | 0 | 0 | | 8 | 900∙к2 | 10 | 15 | 0 | Продолжение таблицы 1.2 | 2 | 1 | 5000∙к1 | 23 | 0 | 50 | n = 60∙mi Тп-з= 60∙vi | | 2 | 3000∙ к2 | 16 | 0 | 45 | | 3 | 4000∙ к3 | 0 | 36 | 18 | | 4 | 2000∙ к4 | 15 | 10 | 24 | | 5 | 2500∙ к5 | 12 | 25 | 0 | | 6 | 1500∙ к6 | 30 | 18 | 0 | | 7 | 1800∙к1 | 0 | 10 | 12 | | 8 | 2200∙к2 | 0 | 12 | 0 | | 3 | 1 | 2500∙к1 | 12 | 25 | 16 | n = 50∙mi
Тп-з= 40∙vi | | 2 | 1500∙ к2 | 10 | 0 | 32 | | 3 | 500∙ к3 | 0 | 20 | 12 | | 4 | 1000∙ к4 | 32 | 0 | 40 | | 5 | 2000∙ к5 | 50 | 22 | 0 | | 6 | 3000∙ к6 | 0 | 30 | 35 | | 7 | 3200∙к1 | 15 | 0 | 0 | | 8 | 2800∙к2 | 0 | 18 | 0 | | 4 | 1 | 3000∙к1 | 0 | 15 | 6 | n = 40∙mi
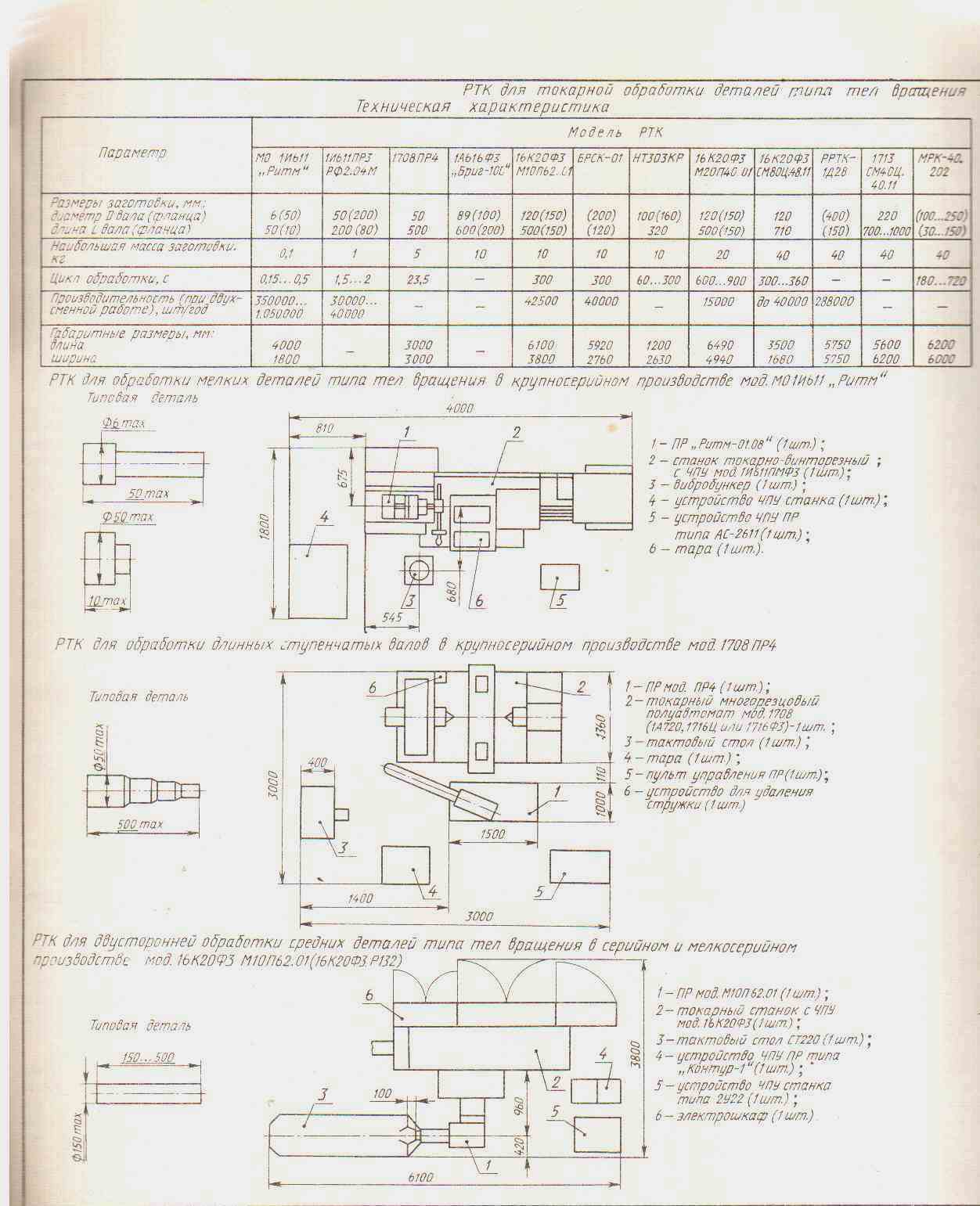
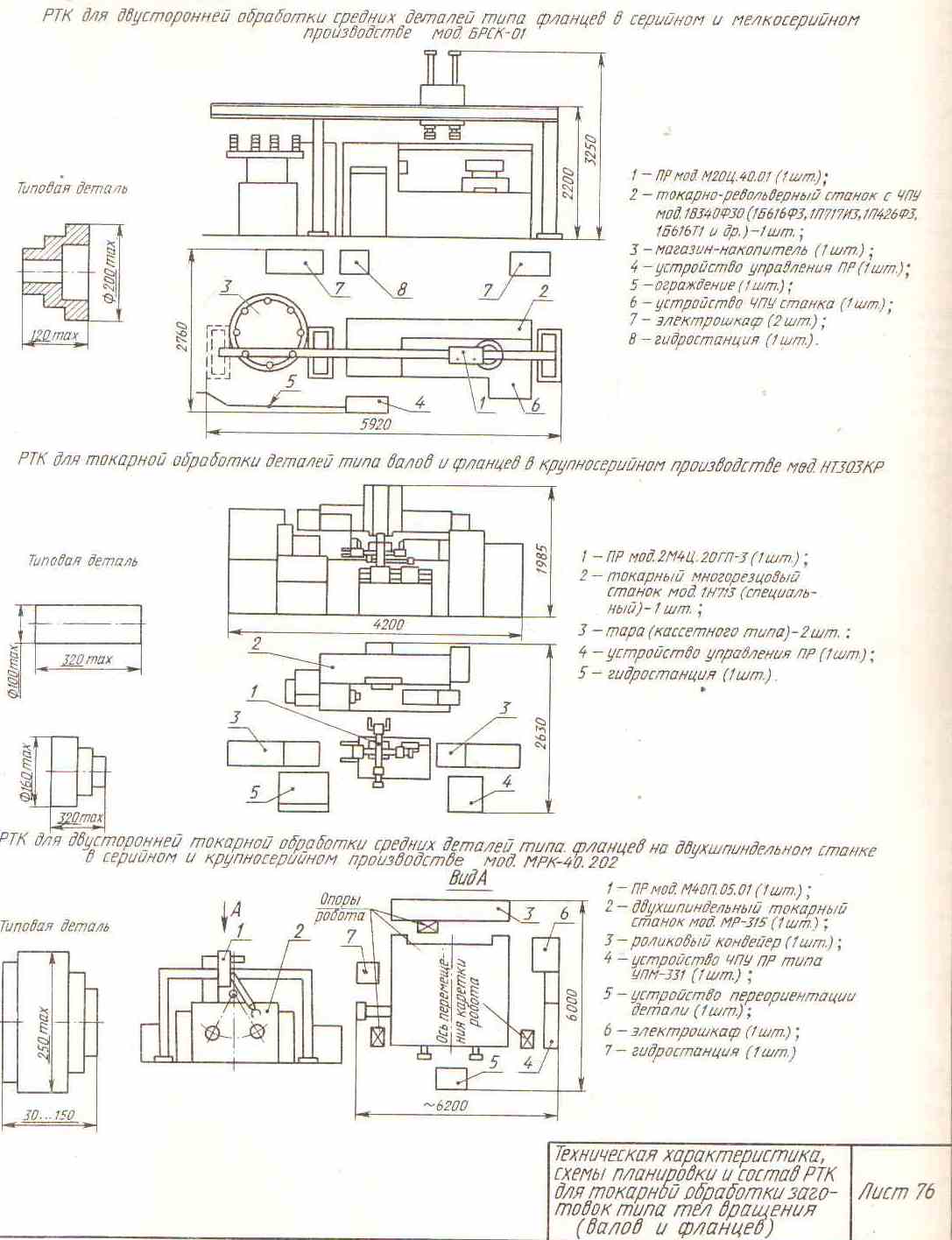
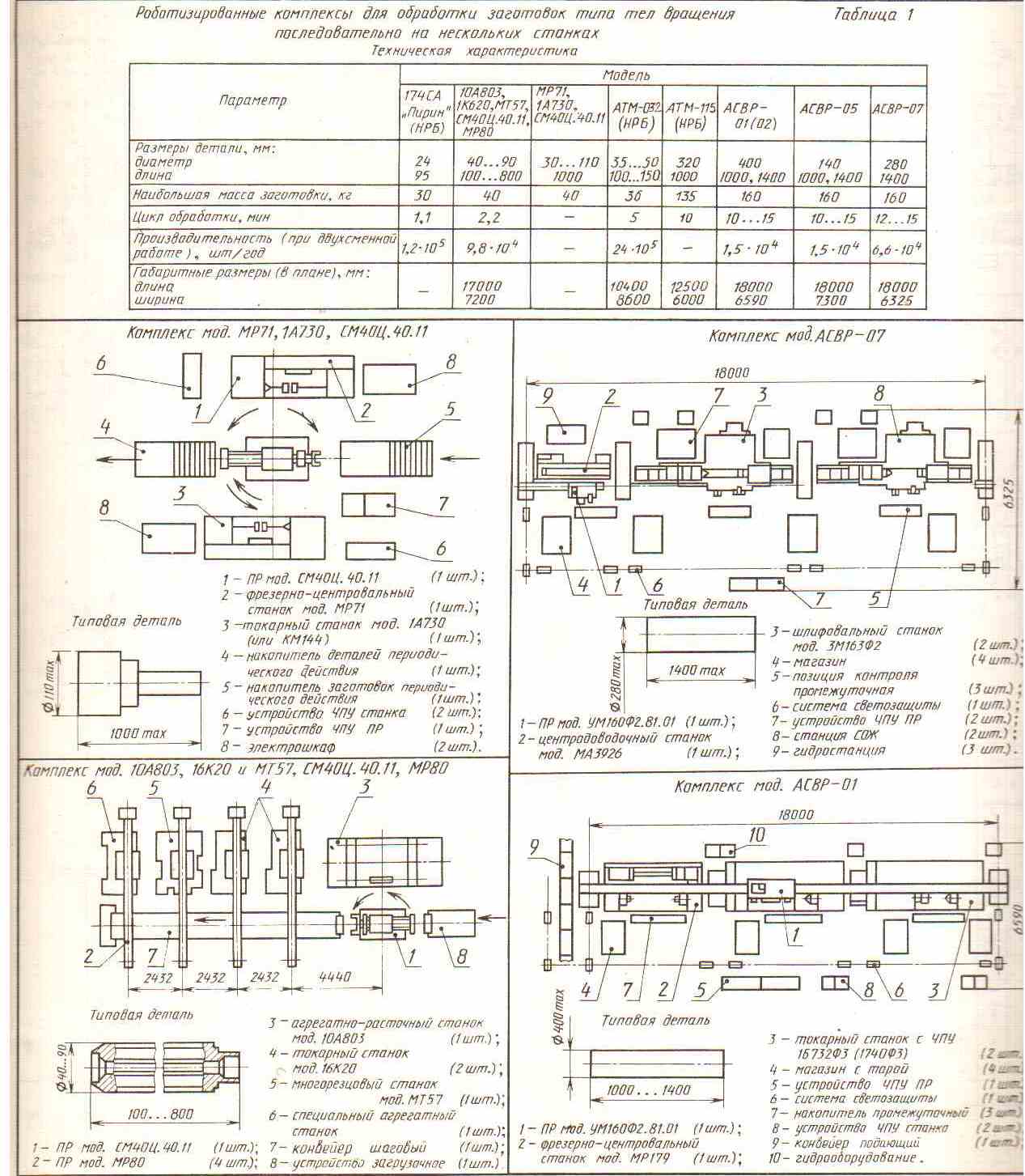
Тп-з= 50∙vi | | 2 | 2500∙ к2 | 25 | 10 | 12 | | 3 | 1500∙ к3 | 0 | 25 | 44 | | 4 | 800∙ к4 | 42 | 0 | 20 | | 5 | 1200∙ к5 | 30 | 25 | 0 | | 6 | 4000∙ к6 | 15 | 40 | 15 | | 7 | 4200∙к1 | 25 | 0 | 30 | | 8 | 3500∙к2 | 0 | 38 | 0 | Таблица 1.3 – Поправочные коэффициенты для определения характеристик технологических маршрутов изготовления деталей | N вар. | к1 | к2 | к3 | к4 | к5 | к6 | р1 | р2 | р3 | m | v | | 1 | 1,1 | 0,85 | 0,6 | 0,5 | 1,25 | 1,6 | 1 | 1,2 | 1,4 | 0,3 | 0,8 | | 2 | 1,05 | 0,88 | 0,45 | 0,54 | 1,2 | 1,55 | 0,98 | 1,18 | 1,36 | 0,35 | 0,82 | | 3 | 1 | 0,91 | 0,6 | 0,58 | 1,15 | 1,5 | 0,96 | 1,16 | 1,32 | 0,4 | 0,84 | | 4 | 0,95 | 0,94 | 0,45 | 0,62 | 1,1 | 1,45 | 0,94 | 1,14 | 1,28 | 0,45 | 0,86 | | 5 | 0,9 | 0,97 | 0,8 | 0,66 | 1,05 | 1,4 | 0,92 | 1,12 | 1,24 | 0,5 | 0,88 | | 6 | 0,85 | 1 | 0,65 | 0,7 | 1 | 1,35 | 0,9 | 1,1 | 1,2 | 0,55 | 0,9 | | 7 | 0,8 | 1,03 | 1 | 0,74 | 0,95 | 1,3 | 0,88 | 1,08 | 1,16 | 0,6 | 0,92 | | 8 | 0,75 | 1,06 | 1,25 | 0,78 | 0,9 | 1,25 | 0,86 | 1,06 | 1,12 | 0,65 | 0,94 | | 9 | 0,7 | 1,09 | 1,1 | 0,82 | 0,85 | 1,2 | 0,84 | 1,04 | 1,08 | 0,7 | 0,96 | | 10 | 0,65 | 1,12 | 0,75 | 0,86 | 0,8 | 1,15 | 0,82 | 1,02 | 1,04 | 0,75 | 0,98 | | 11 | 0,6 | 1,15 | 1,4 | 0,9 | 0,75 | 1,1 | 0,8 | 1 | 1 | 0,8 | 1 | | 12 | 0,55 | 1,18 | 1,9 | 0,94 | 0,7 | 1,05 | 0,78 | 0,98 | 0,96 | 0,85 | 1,02 | | 13 | 0,5 | 1,21 | 2,1 | 0,98 | 0,65 | 1 | 0,76 | 0,96 | 0,92 | 0,9 | 1,04 | | 14 | 0,45 | 1,24 | 2,4 | 1,02 | 0,6 | 0,95 | 0,74 | 0,94 | 0,88 | 0,95 | 1,06 | | 15 | 0,4 | 1,27 | 2,6 | 1,06 | 0,55 | 0,9 | 0,72 | 0,92 | 0,84 | 1 | 1,08 | 1.3. Состав оборудования автоматизированного участка Состав групп взаимозаменяемого оборудования (РТК,ГПМ) в процессе проектирования участка может быть выбран самостоятельно в зависимости от типа обрабатываемых деталей и возможного маршрута их изготовления. Также можно воспользоваться рекомендуемым составом оборудования при обработке типовых представителей деталей, приведенным в таблице 1.4. Таблица 1.4. - Варианты групп оборудования при обработке деталей группы | Номер типового представителя | Варианты групп оборудования при обработке | | 1 | Корпусов– 19,18,15 | | 2 | Валов – 9,6,12 | | 3 | Втулок – 1,11,10 | | 4 | Дисков – 7,11,12 | | 5 | Опор– 16,17,15 | | 6 | Рычагов – 12,20,15 | | 7 | Оснований – 16,16,15 | | 8 | Направляющих – 18, 18, 15 | | 9 | Зубчатых колес – 4, 11,14 | | 10 | Корпусов редуктора – 12,21,15 | | Наименование и модель автоматизированного оборудования - Токарный модуль ИРТ180ПМФ4 (ПР М10П62.01)
- РТК СН0177 (РТ705Ф3 и ПР 6Н3308)
- РТК 16К20Ф3С18 (ПР МА80Ц05.15)
- Токарный модуль МРК – 40.202 (МР 315 и ПРМ40П.05.01)
- РТК 1Б732Ф3У3 (ПР СМ160Ф2.05.01)
- РТК 1740РФ3 (ПР СМ160Ф2.05.01)
- БРСК -01 (1В340Ф30 и ПРМ20Ц.40.01)
- РТК 16К20Ф3 (ПР М10П.62,01)
- Фрезерно-центровальный РТК МР71 (ПР СМ40Ц.40.11)
10. Круглошлифовальный РТК 3М163Ф2 (ПР УМ160Ф2.81.02) 11. Вертикально-сверлильный РТК 2Р135Ф2 (ПР СМ40Ц.40.11) 12. Вертикально-фрезерный РТК 6Р13РФ3 (ПР СМ40Ц.40.11) 13. Токарный РРТК -3Д31 (1П756ДФ3 и ПР МА80Ц25.09) 14. Зубофрезерный РТК (5Б310П и ПР СМ40Ц.40.11) 15. ГПМ на базе плоскошлифовального станка 3Д711ВФ3-1 16. ГПМ ИС200ПМФ4 17. ГПМ ИC320ПМФ4 18. ГПМ ИC500ПМФ4 19. ГПМ на базе продольно-фрезерного станка 6305Ф4 20. ГПМ на базе вертикально-сверлильного станка 2Р135Ф2 21. ГПМ на базе многооперационного станка 630H | |
Пример содержания ДР (2012г.)
Домашняя работа может быть выполнена по содержанию, которое приведено в методических указаниях по выполнению ДР.. Ниже показан другой вариант, в котором большая часть технологических расчетов параметров автоматизированных участков предлагается выполнять в табличной форме с максимальной ссылкой при расшифровке формул на МУ (см. пример выполнения подраздела 3.1).
Содержание
|
|
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}